Спільно з ІЕЗ ім. Є.О. Патона проводяться роботи з відновлення та підвищення ресурсу широкої номенклатури деталей машинобудування, транспорту та інших галузей промисловості методами газотермічного напилення покриттів. Методи газотермічного напилення характеризуються можливістю отримання покриттів з широким спектром властивостей (фрикційні та антифрикційні, електроізоляційні, корозійно-, зносо-, тепло- і жаростійкі) з металів, сплавів та кераміки. Відновленню та зміцненню можуть бути піддані як сталеві або чавунні деталі, так і деталі, виготовлені з легких сплавів (титан, алюміній та ін.).
Ми маємо технічну можливість проводити відновлення та зміцнення деталей різних видів техніки (у тому числі й військової) у різних галузях промисловості, зокрема:
розподільні, колінчасті вали;
балансири опорного котку;
пальці поршневі;
гільзи цилиндрів;
фрикційні диски;
підшипники ковзання;
корпусні деталі;
стійки шасі та ін.
Крім того, в даний час є технології та обладнання для:
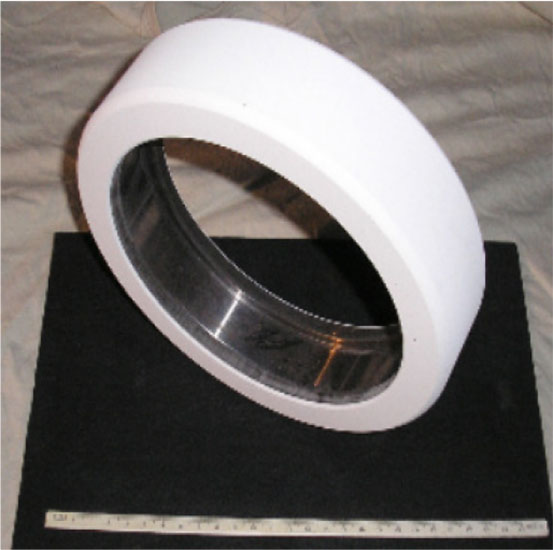
нанесення електроізоляційних покриттів на кільця підшипників кочення електромоторів, генераторів та іншого подібного обладнання;
нанесення теплозахисних покриттів на деталі газових турбін (сопла, камери згоряння, завихрювачі, теплообмінники та ін.).
Матеріали покриттів і методи напилення вибираються в кожному конкретному випадку на підставі умов роботи деталі або конструкції, її конфігурації, необхідної товщини шару при зіставленні необхідних параметрів (за кресленням деталі) з параметрами, що досягаються в процесі відновлення або зміцнення.
Зміцнення та ремонт компонентів (деталей) за допомогою термічного напилення
Кільце підшипника тягового двигуна з електроізоляційним покриттям
Атмосферне плазмове напилення
Атмосферне плазмове напилення
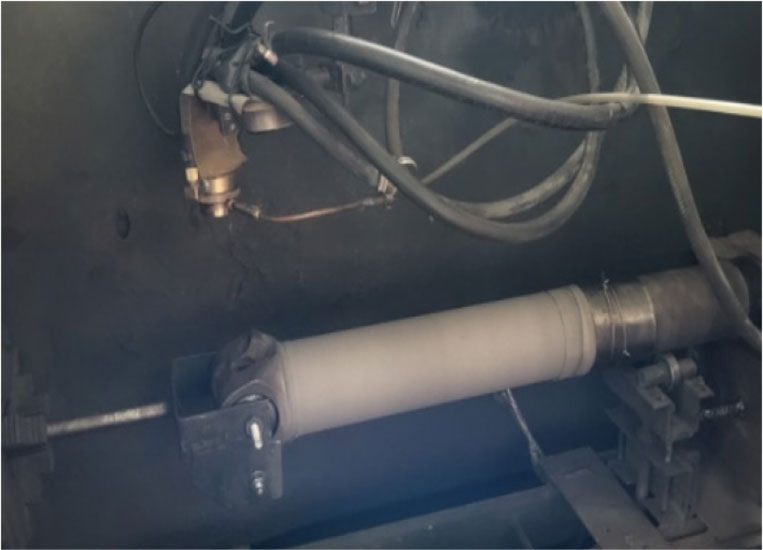
Ремонт стійок основного шасі літаків
Надзвукове плазмове напилення (заміна твердого хромування), твердість: до 80 HRC
Надзвукове плазмове напилення (заміна твердого хромування), твердість: до 80 HRC
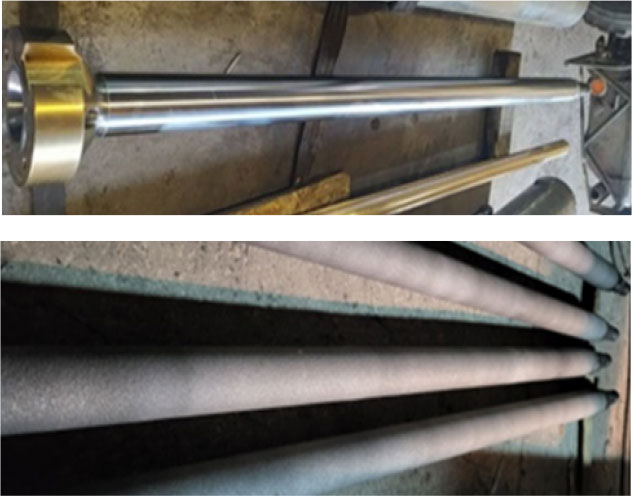
Ремонт відбійних стрижнів артилерії
Твердість після газоплазмового напилення: до 60 HRC
Твердість після газоплазмового напилення: до 60 HRC
Стрижні прицільного механізму танкової гармати
Твердість після електродугового напилення: до 60 HRC



, твердість: до 80 HRC")