SE «SPC «Titan» of the E.O. Paton Electric Welding Institute of the NAS of Ukraine® developed and introduced into industrial production the technology of electron beam melting of ingots of unalloyed titanium of grades VT1-00, VT1-0, Gradel, Grade2, which is characterized by:
ability to use as initial charge material both titanium sponge and lump wastes of titanium production, as well as prepared chips, and here the amount of wastes used in the charge can reach 100 %;
elimination of expensive operation of consumable electrode compacting from the process cycle;
guaranteed removal of refractory nonmetallic inclusions of both high and low density;
production of structurally and chemically homogeneous titanium ingots of both round and rectangular cross-section from initial charge in one remelting cycle.
The following can be used as initial charge: titanium sponge of different fractions, pelletized titanium sponge, as well as titanium scrap and prepared chips.
Remelting sponge titanium pellets into an ingot of 400 mm diameter of Grade 2
Remelting sponge titanium pellets into an ingot of 400 mm diameter of Grade 2
Remelting uncrushed sponge titanium blocks into an ingot of 1100 mm diameter of Grade 2
Remelting uncrushed sponge titanium blocks into an ingot of 1100 mm diameter of Grade 2
Uncrushed blocks of Ti sponge
Uncrushed blocks of Ti sponge
Crushed Ti sponge
Crushed Ti sponge
Ti sponge pellets
Ti sponge pellets
Ti scrap
Ti scrap
Electron beam melting of commercial titanium alloys
Fundamental studies conducted at the E.O. Paton Electric Welding Institute of the NAS of Ukraine of the processes of alloy component evaporation from the melt in vacuum and ingot solidification at EBM allow
prediction of chemical composition and structure of produced ingots of titanium alloys, and enable producing ingots of guaranteed composition. Application of cold hearth allows avoiding penetration of refractory inclusions of high and low density into the produced ingots. SE «SPC «Titan» of the E.O. Paton Electric Welding Institute of the NAS of Ukraine® mastered the technology of producing ingots of titanium alloys for structural applications (3M, VT5, PT- 7M, PT-ZV, VT6, VT14, VT20, VT22, VT23, T110, etc.) and of high-temperature titanium-based alloys (VT5-1, VT3-1, VT8, VT9, VT25U, etc.).
Technology of electron beam melting allows producing titanium-based alloys with not more than 0.002 % hydrogen content and equiaxed fine grain, both in transverse and in longitudinal section of the ingot that increases technological ductility of metal during subsequent thermomechanical treatment and improves the uniformity of mechanical properties of produced semi-finished products.
Remelting titanium scrap of VT3-1 grade into an ingot of 600 mm diameter
Remelting titanium scrap of VT3-1 grade into an ingot of 600 mm diameter
Macrostructure of ingot of 400 mm diameter of titanium alloy H-6AMV in the transverse and longitudinal section
Macrostructure of ingot of 400 mm diameter of titanium alloy H-6AMV in the transverse and longitudinal section
Producing slabs of 165x950x2500 mm size of titanium alloy PT-3V
Producing slabs of 165x950x2500 mm size of titanium alloy PT-3V
Production of new titanium-based alloys
SE «SPC «Titan» of the E.O. Paton Electric Welding Institute of the NAS of Ukraine® mastered the technology of producing new high-strength titanium alloy T110 (Ti-5Al-1Mo-1V—4Nb-2Fe-0.5Zr), developed at the E.O. Paton Electric Welding Institute of the NAS of Ukraine. T110 titanium alloy features of high specific strength, by which it is not inferior to high-strength alloy VT22, and increased resistance to fatigue cracking and technological ductility, allow applying it as material for protective purposes in aircraft construction. By a number of service properties, for instance, by fatigue life, T110 alloy exceeds VT22 alloy characteristics by 15-20 %.
Macrostructure of an ingot of 400 mm diameter of titanium alloy T110
Macrostructure of an ingot of 400 mm diameter of titanium alloy T110
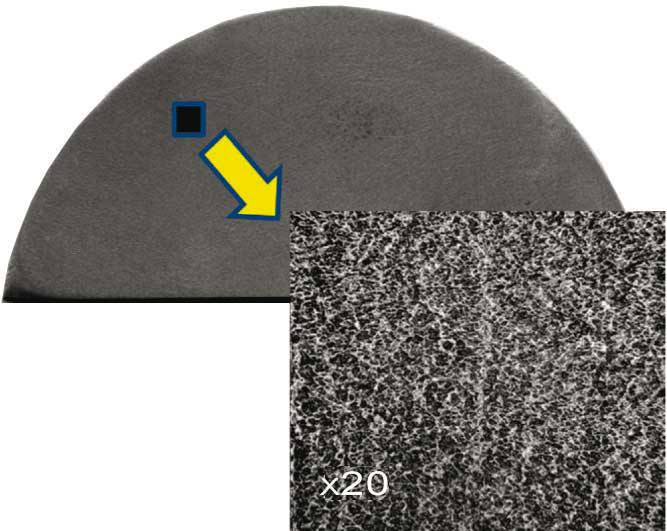
Macrostructure of an ingot of 150 mm diameter of titanium aluminide Ti-44AI-5Nb-2Cr-1,5Zr-1B
Macrostructure of an ingot of 150 mm diameter of titanium aluminide Ti-44AI-5Nb-2Cr-1,5Zr-1B
Mechanical properties of high-strength titanium alloys
Alloy
σ0,2, MPa
σa, MPa
δ, %
Ti-6Al-4V
795
860
10
Ti—10V-2Fe-3Al
1100
1170
6
BT22
990
1080
8
T110
1060
1100
15
SE «SPC «Titan» of the E.O. Paton Electric Welding Institute of the NAS of Ukraine® gained extensive experience of producing ingots based on titanium aluminides (Ti3AI, TiAl intermetallic compounds), which have high heat resistance, thermal stability and low specific weight, making them promising materials for application in aircraft engines and other aerospace engineering products. Developed EBM technology allows producing titanium aluminide ingots with additional alloying by refractory and rare-earth elements.
Titanium aluminide ingot of 150 mm diameter
Titanium aluminide ingot of 150 mm diameter
Microstructure of Ti-44AI-5Nb-2Cr-1,5Zr-1B ingot
Microstructure of Ti-44AI-5Nb-2Cr-1,5Zr-1B ingot
Mechanical properties of an alloy based on titanium aluminide produced by EBM
Ti-44AI-5Nb-2Cr-1,5Zr-1B
Compressive yield strength
σ0,2
Compressive ultimate strength
σ0,2, MPa
Bending strength σt, MPa
Modulus of elasticity E, GPa
Testing temperature, °C
20
900
20
900
20
20
Cast alloy
1078
640
1660
1050
583
155
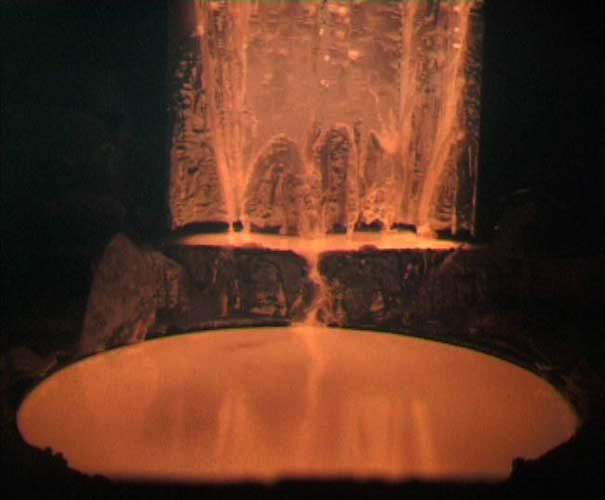
Electron beam glazing of ingot surface
Machining is traditionally performed for ingots at different stages of metal processing. Amount of wastes is usually equal to 5-15 % of treated ingot weight. To reduce metal losses, the E.O. Paton Electric Welding Institute of the NAS of Ukraine developed and introduced into production a technology of glazing by electron beams the side surface of ingots of both round and rectangular cross-section, instead of machining, and designed the respective equipment for its realization.
Technology of electron beam glazing of side surface of ingots allows removing surface defects without machining the ingot surface that increases metal yield up to 15 %, depending on ingot weight.
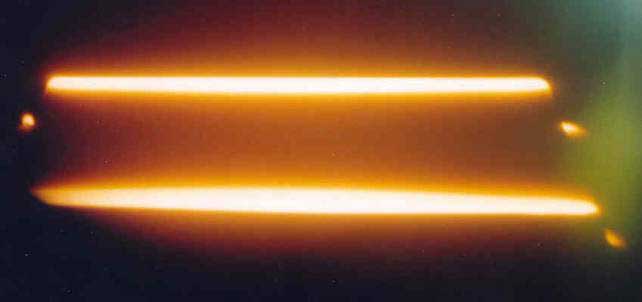
Glazing of an ingot of a round cross-section
Glazing of an ingot of a round cross-section
Glazed ingot of 1100 mm diameter
Glazed ingot of 1100 mm diameter
Appearance of titanium alloy ingots: a — with glazed surface; b — with machined surface; c — cast ingot
Appearance of titanium alloy ingots: a — with glazed surface; b — with machined surface; c — cast ingot
Glazing of an ingot of a rectangular cross-section
Glazing of an ingot of a rectangular cross-section